In the field of motor manufacturing, in order to improve the efficiency of the motor, reduce resistance loss and enhance heat dissipation performance, the multi-wire parallel winding process came into being. This process optimizes the motor winding structure by winding multiple enameled wires in the stator slots at the same time. The following is a detailed explanation of the core steps of this process by Vacuz:
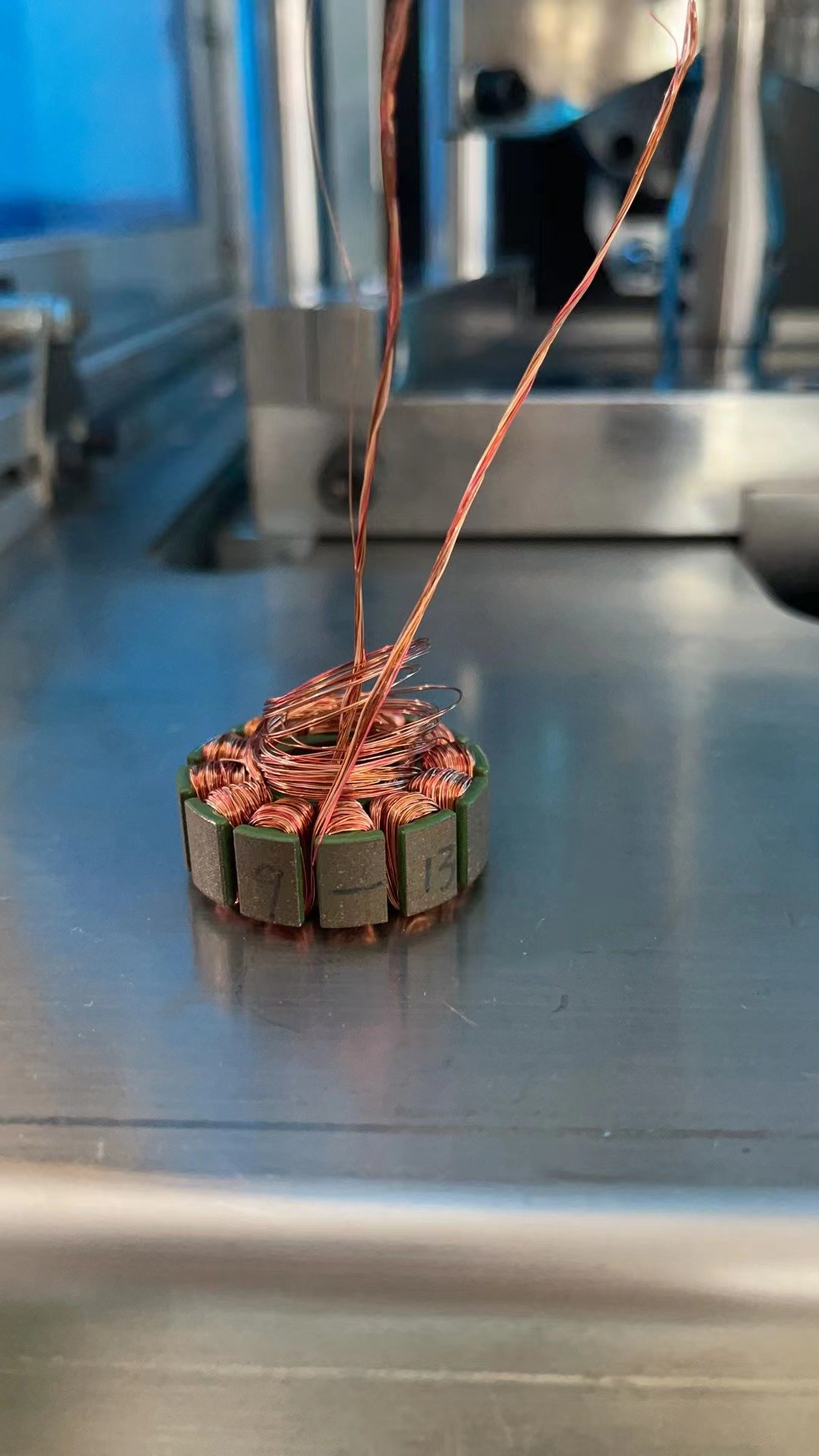
Vacuz de înaltă precizie automată 0,2mm 1314T Drone Motor BLDC fără perii exterioare Stator bobina de lichidare mașină eșantion
1. Wire preparation: According to the specific design requirements of the motor, carefully select the enameled wire of appropriate specifications, which includes the selection of wire diameter and the determination of insulation grade. Subsequently, the wire is pre-processed, such as straightening and deburring, to ensure that its quality meets the winding requirements.
2. Wire arrangement and positioning: With the help of a precise wire arrangement mechanism, multiple wires are neatly arranged according to the preset spacing and accurately fed into the stator slot. During this process, it is necessary to ensure that the wires remain parallel to avoid any crossover.
3. Synchronous winding: Start the main shaft of the winding machine to drive the wires to be synchronously wound into the stator slots. During the winding process, the tension must be strictly controlled to ensure that it remains constant to prevent the wire from breaking due to excessive tension or loosening due to insufficient tension.
4. Interlayer insulation: When it is necessary to wind multiple layers of coils, insulating materials such as insulating paper or film must be inserted between adjacent coil layers to prevent inter-turn short circuits and ensure the safe operation of the motor.
5. End shaping: After winding, the ends of the coils are shaped, such as binding and varnishing, to fix the wires and improve the mechanical strength of the coils, providing a strong guarantee for the stable operation of the motor.
The reason why the multi-wire parallel winding process can effectively improve the performance of the motor is mainly based on the skin effect and proximity effect in electromagnetism:
1. Skin effect: Under the action of high-frequency current, the current tends to flow on the surface of the conductor, resulting in a significant reduction in the current density in the center of the conductor. By adopting the multi-wire parallel winding method, the equivalent cross-sectional area of a single wire can be reduced, making the current more evenly distributed on the surface of the wire, thereby reducing resistance loss and improving motor efficiency.
2. Proximity effect: The currents in adjacent wires will affect each other, resulting in uneven current distribution. In order to reduce this effect, the multi-wire parallel winding process makes the current distribution in the wire more reasonable by rationally designing the spacing and arrangement of the wires, thereby improving the winding efficiency.
3. Heat dissipation optimization: Multi-wire parallel winding not only optimizes the current distribution, but also increases the surface area of the winding, thereby improving the heat dissipation efficiency. This enables the motor to operate stably at a higher power density, further improving its performance.
In order to meet the needs of the multi-wire parallel winding process, the winding machine equipment needs to have the following functions and make corresponding parameter adjustments:
Equipment structure and function:
1. Multi-wire parallel winding mechanism: including multi-channel pay-off device, wire guide wheel and tension control system to ensure that multiple wires can be synchronously and stably fed into the stator slot.
2. High-precision positioning system: using servo motors and precision guide rails to achieve accurate positioning of the stator slot and accurate control of the winding path.
3. Tension control system: Real-time monitoring and adjustment of wire tension to ensure constant tension and avoid wire breakage or uneven winding.
4. Automatic control system: Integrate PLC or CNC system to realize automatic adjustment of winding parameters and fault diagnosis functions, improve production efficiency and quality stability.
Equipment parameter adjustment:
1. Wire diameter matching: Select appropriate pay-off wheel and guide wheel according to wire specifications to ensure that the wire can pass through the winding machine equipment smoothly.
2. Tension setting: Adjust the tension value according to the wire material and wire diameter to ensure that the tension fluctuates within a reasonable range to avoid adverse effects on the winding quality.
3. Winding speed: Optimize the winding speed to balance production efficiency and winding quality. Since the multi-wire winding process is relatively complex, the winding speed is usually about 10%-20% lower than that of single-wire winding.
4. Slot alignment: Ensure that the wire is accurately aligned with the stator slot through advanced technologies such as visual systems or laser calibration to avoid winding offset.

2 axe automate BLDC fără perii Drone Motor Stator Winding Machine
Equipment maintenance and optimization:
1. Cleaning and lubrication: Regularly clean and lubricate key components such as the pay-off wheel, guide wheel and tension sensor to reduce the possibility of wear and failure.
2. Calibration and debugging: Regularly calibrate and debug key components such as tension sensors and positioning systems to ensure that their accuracy and stability meet production requirements.
3. Process optimization: Continuously adjust winding parameters (such as tension curve, winding speed, etc.) based on actual production data and experience accumulation to improve winding quality and efficiency.
Email: sales@vacuz.com