
자동 와인딩 머신의 속도 조절은 어떤 방식으로 이루어지나요!
일부 친구들은 딥 펀칭 다이가 제조된다고 생각하지만 그렇지 않다고 생각합니다. 올바른 기술은 구리 튜브 --- 자동차 가공 절단 --- 다이 스탬핑 --- 던 스탬핑 성형입니다.
1. 구리 튜브를 구입하여 자동 선반을 사용하여 적절한 길이로 가공합니다. 정확한 길이는 교정을 통해 결정해야 합니다.
2. 다이 배기 홈. 사방이 얇은 홈으로 인해 제품의 외경이 8.5에 불과하기 때문에 다이가 매우 약합니다. 일반적으로 네 개의 타원형 구멍에는 세 가지 펀칭 방법이 있습니다.
a: 한 번의 펀칭으로 4개의 구멍을 연속적으로 뚫어야 합니다. 4개의 구멍이 균등한 간격으로 배치되어 있기 때문에 펀칭 전에 구멍의 위치를 조정하여 회전을 고정해야 하는데, 이는 매우 비효율적입니다. 제품 공차가 크기 때문에 일부 공장은 매우 빠르게 운영되고 작업자가 자신의 느낌에 따라 각도를 제어하는 데 의존합니다. 포지셔닝을 할 필요가 없습니다. 매우 빠른 속도에도 불구하고 가격은 더 높습니다. 플러그 다이 구조는 상단 다이가 펀치이고 하단 다이가 7 모양으로 만들어져 맨드릴을 전체 다이 또는 다이베이스에 고정할 수 있습니다.
개선: 구리 슬리브를 고정하는 티슈를 만들고 고속 펀칭기의 상하, 좌우 피트니스 운동에 의해 슬리브가 자동으로 회전하도록 밀어 넣습니다.
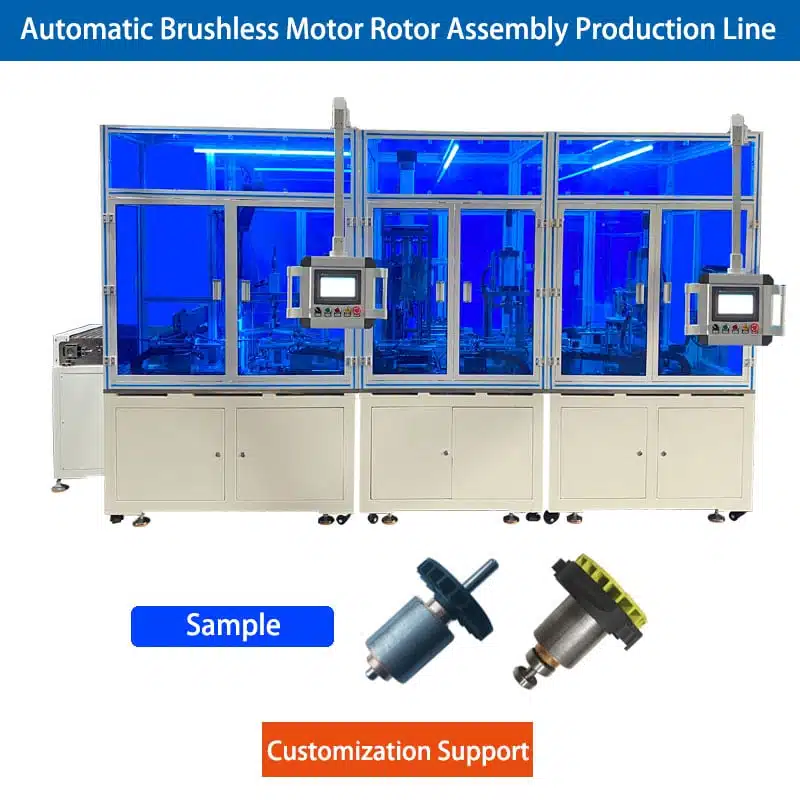
자동 와인딩 머신
b. 두 번째 방법: 긴 구멍을 위아래로 한 번에 두 개씩 펀칭한 다음 펀칭하기 전에 90도로 펀칭합니다. 몰드 구조: 위아래로 미끄러질 수 있고 좌우로 미끄러질 수도 있습니다.
C. 세 가지 방법: 상품을 수직으로 배치하고, 레일을 주위에 배치하고, 네 개의 슬롯을 플러시합니다. 제가 선전 롱강에서 일할 때 이 방법이 정말 효과가 있었습니다. 저는 전체 솔루션 세트를 설계했습니다. 핵심: 버나 물건을 집어 올리지 않도록 상처 간격이 좋아야 합니다. 폐기물의 낙하가 매끄러워야 하고 코어가 폭발해야 합니다. 주변 가이드 슬라이드는 하단 다이 웨지 드라이브로 구동하거나 4개의 소형 실린더 드라이브와 함께 사용할 수 있습니다. 이전에 소형 직조기용으로 설계된 도구는 프레임에 고정되고 대형 실린더는 프레임 하단 중앙에 장착됩니다. 실린더는 위아래로 움직이고 4개의 슬라이드는 레버 메커니즘에 의해 동시에 구동됩니다.
3. 둔청 가공. 평판은 소형 벤치 프레스로 상부 다이에 고정되고 텅스텐 슬리브는 하부 다이에 장착되고 구리 슬리브는 텅스텐 슬리브에 배치됩니다. 슬리브의 r 각도는 구리 슬리브의 r 각도에 대해 상대적으로 밀려납니다.
왓츠앱/위챗: +86 13075286997
이메일: sales@vacuz.com [fusion_form form_post_id="431″ margin_top="" margin_right="" margin_bottom="" margin_left="" hide_on_mobile="작은 가시성,중간 가시성,큰 가시성" class="" id=""][/fusion_form]